Из неисправних уређаја може се извући велики број разних резервних делова, који се могу користити не само за поправку других уређаја, већ и за самосталну производњу оригиналних производа. Један од таквих домаћих домаћих производа је тачно заваривање, које је врло лако направити од непотребних микроталасних пећница.

Не бацајте стару микроталасну пећницу
Како самостално направити пелер из старе микроталасне пећи детаљно ће бити описано у овом чланку.
Направите микроталасни споттер: склоп трансформатора
Микроталасна рерна може се користити за производњу апарата за заваривање само ако је њен високонапонски трансформатор у радном стању. За самостално тачно заваривање, овај део ћете морати да уклоните из кућног апарата. За демонтирање високонапонског претварача:
- Уклоните задњи поклопац тако што прво одврните неколико шрафова;
- Искључите терминале из енергетског трансформатора;
- Одвијте вијке који учвршћују трансформатор;
- Издвојите део.
Сада од повећаног трансформатора можете направити пад, који ће се користити у дизајну кућног заваривања тачкама. За такву измену, пре свега, секундарни високонапонски намот треба пажљиво демонтирати. У ту сврху су потребни следећи алати:
- Ручна пила за метал;
- Чекић;
- Укосница;
- Клијешта;
- Електрична бушилица;
- Бушилица за метал.
Демонтажа секундарног намотаја врши се следећим редоследом:
- Учврстите трансформатор у пороку да не оштети примарни намот;
- Ножна тестера пресече секундарни намот са две стране.

Уклањање секундарног намота високонапонског трансформатора
- Бушилица за бушење жица секундарног намотаја преосталих у кућишту трансформатора;
- Укосницом и чекићем откинујте остатке бакарне жице.
Када се високонапонски намот потпуно уклони, потребно је правилно намотати жицу за намотавање за спуштање. Пречник бакрене жице за секундарно навијање мора бити најмање 16 мм. Ако нема проводника одговарајућег пречника, тада се може користити неколико жица у пакету.

Трансформатор за тачкасто заваривање
Са овом реализацијом производње намота, проводљиве проводнике треба одабрати тако да збир пречника свих бакарних проводника буде најмање 16 мм. За секундарно навијање биће довољно да се навија 2 - 3 окрета да би се добила струја довољно велике снаге.
Завоји морају бити смјештени што је ближе један другом.
На овом се склопу трансформатора може сматрати завршеним.
Израда електрода
Спот заваривање из старе микроталасне пећнице ће ефикасно радити само помоћу висококвалитетних електрода. Можете самостално да направите електроде од бакрене шипке. Повезивање електрода са контактном жицом врши се преко врха, који би морао бити квалитативно лемљен бакарним проводником.
Радну страну електроде треба наоштрити у облику конуса да би се добио боље заварени спој.

Спојна електрода за заваривање
Ако не постоји жеља за самосталном производњом електрода, тада можете купити готове, али цена фабричких производа биће најмање 500 рубаља за 1 ком.
Израда контрола
Да би тачно заваривање било једноставно и лако се контролише, потребно је да се направи кућиште уређаја, којим ће се лако заваривати метали.
Прво што треба учинити је поправити трансформатор. У ту сврху можете користити дебели лим од шперплоче, у који су направљене рупе са бушилицом за постављање трансформатора. Контрола процеса тачканог заваривања може се извршити као на спољном уређају, када се трансформатор налази одвојено од кућишта и од њега напон се врши на контакте стезаљки помоћу жица. Такав уређај ће омогућити заваривање на тешко доступним местима и на објектима велике величине.
Значајан недостатак даљинског уређаја је потреба да се користи довољно дуг кабл, при проласку кроз који ће се електрична струја значајно смањити због загревања проводника у тренутку заваривања метала. Такође, немогућност даљинског уређаја укључује немогућност употребе кљешта с дугом полугом, па ће контактна сила бити безначајна, што не може не утицати на квалитету заваривања.
Клешта се могу направити самостално помоћу инвертерског апарата за заваривање. Да бисте направили клијешта, морат ћете пронаћи 2 велике подлошке за бртве дебљине најмање 8 мм и промјера 50 мм. У недостатку одговарајућих делова, они се могу самостално производити на токарилици. Ако су подлошци израђени ручно, у средини сваке од њих требате направити рупу пречника 20 мм.
Следећи корак у самосталној производњи крпеља је резање дебеле изолационе шипке од ебонита.

Шипке од тврде гуме
Пожељно је одабрати штап на начин да његов пречник одговара спољном пречнику металних подметача. Средња изолација је изведена на следећи начин.
- Комад дугачак 30 мм изрезан је из штапа од ебонита.
- Уређај за прање ебонита чврсто је фиксиран у машини за бушење, а пролазни отвор са пречником од 8 мм је направљен тачно у средини.
- На токарилици се уклања материјал са обе стране уређаја за прање ебонита до пречника 20 мм. Материјал треба уклањати на удаљености једнакој дебљини металне перачице.
Тако ће се добити поуздан изолатор који неће дозволити кратак спој између полуга стезаљки.
У следећој фази израде домаћих квачица заварене су металне подлошке, на једној бочној ручки дужине око 40 цм, а на другој је контактни део уређаја, на који ће се прикључити кабл за напајање и електрода. Ручке и контактни део уређаја могу бити направљени од металне шипке која би требала бити равно са стране оператера, а у облику слова Л у облику контакта. Савијање кљешта са стране радног дела је неопходно тако да се контакт контаката врши само на месту заваривања делова. Након заваривања металне подлошке на које су заварене ручке и контактни делови се чисте пилулом или брлогом, тако да се након склапања гриња делови слободно клизе дуж изолације од ебонита.
Састављање домаћих крпеља је на следећи начин:
- Метална подлошка се поставља на вијак дужине 50 мм и пречника 8 мм, а затим подметач било којег изолационог материјала са спољним пречником од најмање 30 мм.
- Половина крпеља је инсталирана.
- Инсталиран је одвајајући изолатор од ебонита.
- Друга половица крпеља је инсталирана.
- Поставља се изолациона машина за прање, затим метална подлошка, након које се матица М8 завртња заврти.

Домаћи гриње
Поред значајног губитка снаге на проводнику, приликом употребе кљешта, није увек могуће смањити контакте потребном силом. Тај се недостатак посебно примећује код отпорног заваривања металних делова дебљине 0,5 мм или више.Да бисте осигурали довољан напор, заваривање из старе микроталасне пећнице врши се у облику стационарне машине.

Стационарна машина за заваривање

Лежиште опруга
Сви главни делови ове врсте контактног заваривања израђени су по горе описаном принципу, али с једином разликом што се радни део помера само у вертикалној равнини, а контакти се, због присуства дуже ручице, затварају под много већом силом.
У стационарном уређају само је надлактица покретна, која се мора, као и у производњи крпеља, поуздано изолирати од главног тела помоћу ебонитног уметка.
Употреба једне полуге знатно поједностављује контролу машине за заваривање, а такође вам омогућава да направите механизам који се аутоматски укључује када се ручица помера.
Такође ћете морати да опремите ручицу опругом која ће горњи контакт вратити одмах након престанка притиска.
Не треба опремити стационарну конструкцију ручицама типа „шкаре“, стога је довољно направити једну помичну горњу полугу на којој ће се поставити стезаљка за спајање жице трансформатора и механизам за фиксирање електрода.
Доњи део је израђен у облику фиксне платформе са надолазећим елементом нагоре, на који су такође учвршћени кабл за напајање и доња радна електрода.
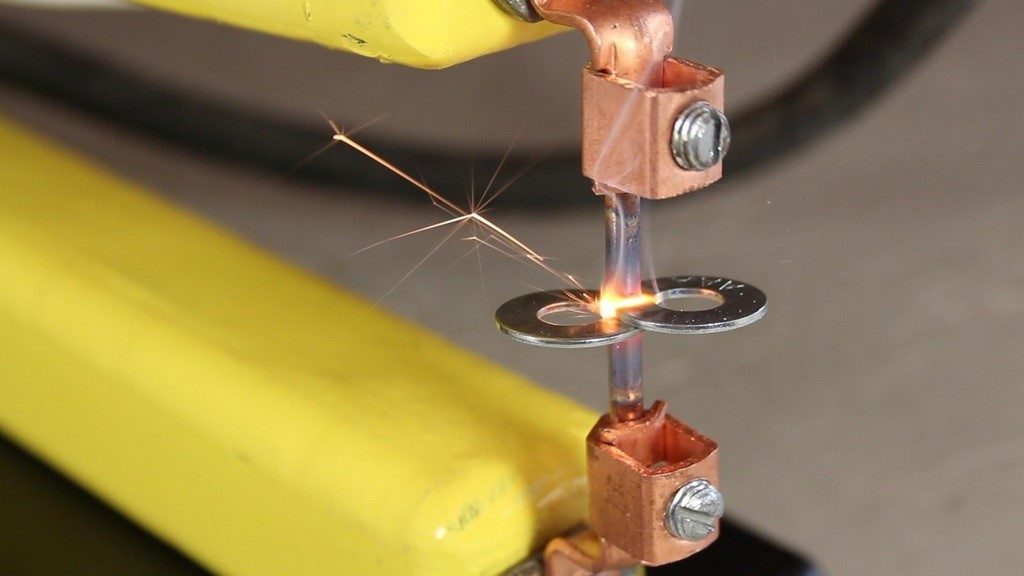
Кућно тачно заваривање
Предност стационарних уређаја је та што овај уређај лако завари метал дебљине до 1 мм. Већа снага се постиже захваљујући чињеници да је трансформатор уграђен
на истој платформи са радним делом. Овакав распоред минимизира губитак електричне струје коришћењем краћег кабла између секундарног намотаја и електрода.
Закључак
Споттер из микроталасне пећнице може се извршити независно, што ће уштедјети најмање 10 000 рубаља.

Фабрички апарат
Електроде се такође израђују независно, тако да је довољно имати микроталасни трансформаторда бисте добили ефикасну и сигурну машину за заваривање метала.